
Material density: ≥3.90 g/cm³.
Bending strength: ≥350 MPa.
Surface roughness: Ra≤0.1 μm.
Dimensional tolerance: Roundness error ≤0.005 mm.
Operating temperature: 10-45℃ (higher temperature ranges can be customized).
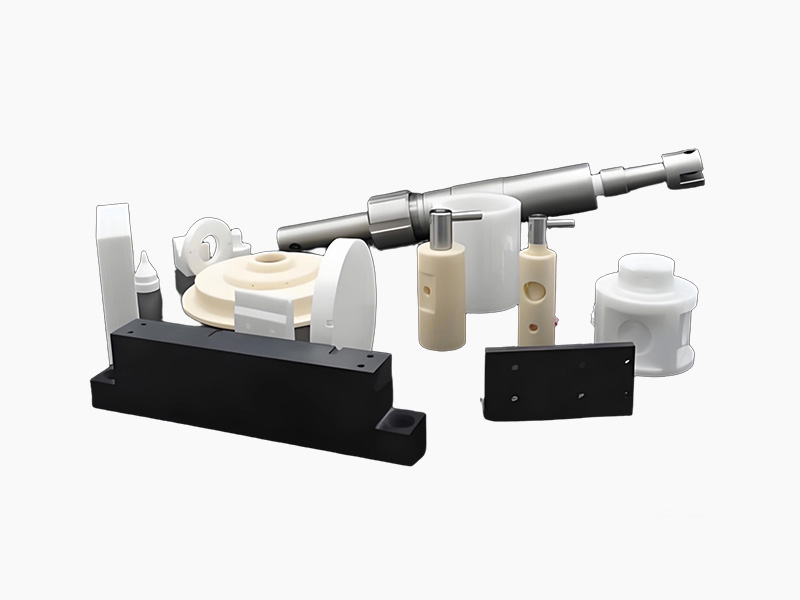
Ⅰ. Zirconia Ceramic Plunger Sleeve Product Introduction:
Zirconia ceramic plunger sleeves are precision industrial components made from high-performance zirconia ceramic materials, assembled using techniques such as ceramic-to-metal bonding, welding, inlaying, and sleeving. They are typically used in reciprocating motion sealing or conveying systems under high pressure, high wear, or highly corrosive environments, and are key components in equipment such as plunger pumps.
1. Main features include:
Ultra-high hardness (zirconia hardness ≥9 Mohs, close to diamond).
Corrosion resistance (resistant to strong acids, strong bases, and organic solvents).
Low coefficient of friction.
Long service life (wear resistance is 5-10 times that of metal plungers).
Ⅱ.Core Performance
Excellent wear resistance: Hardness reaches HRA82-85, an improvement of more than 30% compared to quenched steel, and the service life is 5-10 times that of metal plungers.
Excellent corrosion resistance: The mass loss rate after immersion in 10% hydrochloric acid (25°C) for 30 days is <0.01%, far superior to 316L stainless steel.
High-temperature stability: The melting point can reach 1500°C, maintaining structural stability even in high-temperature environments.
High-precision machining: The surface finish reaches a mirror effect (Ra≤0.005μm), and the friction coefficient is as low as 0.02.
Self-lubricating properties: The microporous structure of the working surface has a self-lubricating effect, reducing the need for traditional lubrication.
Ⅲ.Manufacturing Process
The manufacturing of zirconia ceramic plungers integrates materials science and precision machining technologies:
Raw Material Preparation: Nanoscale zirconia powder (ZrO₂, purity ≥99.9%) is used, with yttrium oxide (Y₂O₃) added as a stabilizer.
Forming Process: Dry pressing (100-200 MPa) or isostatic pressing (200-300 MPa) is employed.
Sintering Process: High-temperature sintering is performed at 1600-1800℃, and some products undergo further densification using hot isostatic pressing (HIP).
Precision Machining: Diamond grinding wheel machining combined with laser polishing achieves an axial roundness error of ≤0.005mm.
Supports custom specifications.