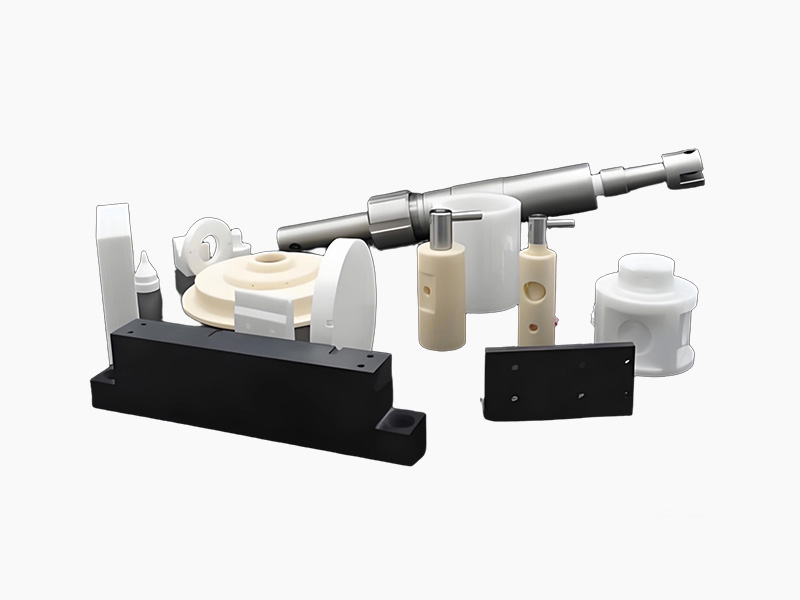

Alumina valve cores and valve seats are high-performance industrial valve components made primarily from alumina (Al₂O₃), possessing the following significant characteristics
1. Excellent mechanical properties: Compressive strength can reach over 2000 MPa, Mohs hardness is 9 (second only to diamond), and wear resistance is several to tens of times greater than that of ordinary metal valve plates.
2. Superior temperature resistance: Melting point is as high as 2050℃, and the long-term operating temperature can reach 1600℃, maintaining structural stability even in high-temperature environments.
3. Outstanding corrosion resistance: It can resist the erosion of strong acids, strong bases, and various chemical media, and its chemical inertness is superior to metal materials.
4. Precise sealing performance: The surface is mirror-finished with a roughness of Ra≤0.4μm, enabling zero-leakage sealing.
5. Lightweight design: Density is 3.5-4.5 g/cm³, making it 60%-70% lighter than traditional metal valve cores.
Application areas
Application Industries | Application Scenarios | Advantages demonstrated |
Petrochemicals | Control of crude oil, natural gas, and acidic/alkaline media. | Corrosion-resistant, high-pressure resistant, and long-lasting. |
Electric power | High-temperature, high-pressure steam and water pipelines | High temperature resistance, low leakage rate |
Environmental engineering | Treatment of corrosive gases (chlorine gas, sulfuric acid gas) | Good chemical stability |
Ocean Engineering | Seawater desalination system | Resistant to seawater corrosion and aging. |
Mining and metallurgy | Transportation of media containing solid particles | Resistant to particle erosion, highly wear-resistant. |
Supports custom specifications.