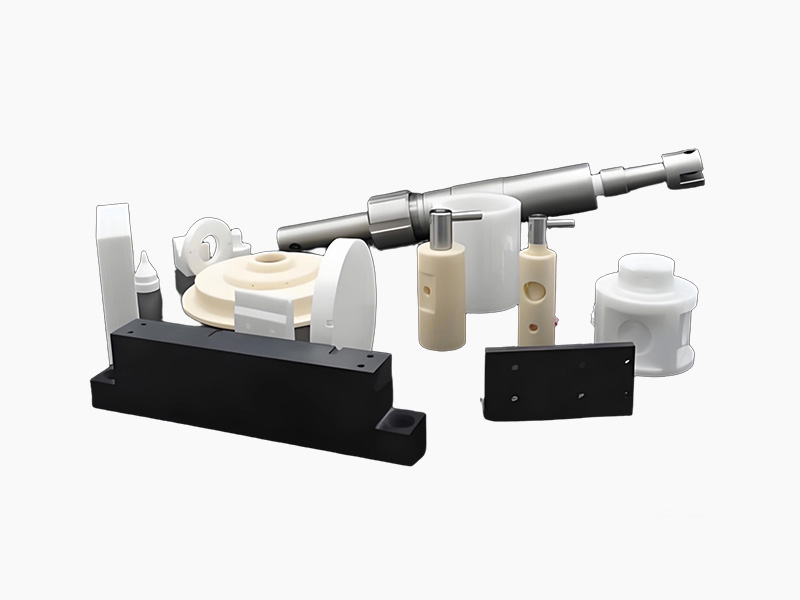

Alumina Ceramic Rotary Valve Product Introduction:
The alumina ceramic rotary valve is an industrial valve device that uses high-performance alumina ceramic as its core sealing component. It is primarily used for material handling control in harsh operating conditions. This product features a rotary gate valve design, achieving smooth operation without jamming during opening and closing through the self-rotation of the gate valve, and also possesses a self-cleaning function.
1. Core Performance Advantages
• Ultra-high wear resistance: Alumina ceramic has a Mohs hardness of 9, and its wear resistance is 2-4 times higher than that of ordinary metal valves, making it particularly suitable for fluid environments containing solid particles.
• Excellent corrosion resistance: Chemically stable, it can resist the erosion of most acids, bases, and salts, making it suitable for highly corrosive environments in chemical and pharmaceutical industries.
• Excellent high-temperature resistance: Standard models can withstand temperatures up to 270℃, and special designs can withstand temperatures up to 1000℃.
• Precise flow control: The valve core is precisely designed to meet high-precision flow regulation requirements.
• Reliable sealing: The ceramic surface has a high degree of smoothness (Ra≤0.2μm), enabling zero-leakage sealing.
2. Alumina ceramic rotary valves are widely used in the following scenarios:
• Power industry: Dry ash systems in thermal power plants, silo pump inlet valves, coal powder conveying systems.
• Metallurgical industry: Blast furnace gas ash treatment systems, ore pulp and tailings transportation.
• Chemical industry: Corrosive media control, chemical reactor pipelines.
• Environmental protection industry: Wastewater treatment plant control systems.
• Mining industry: Ore pulp transportation, mineral processing systems.
Supports custom specifications.