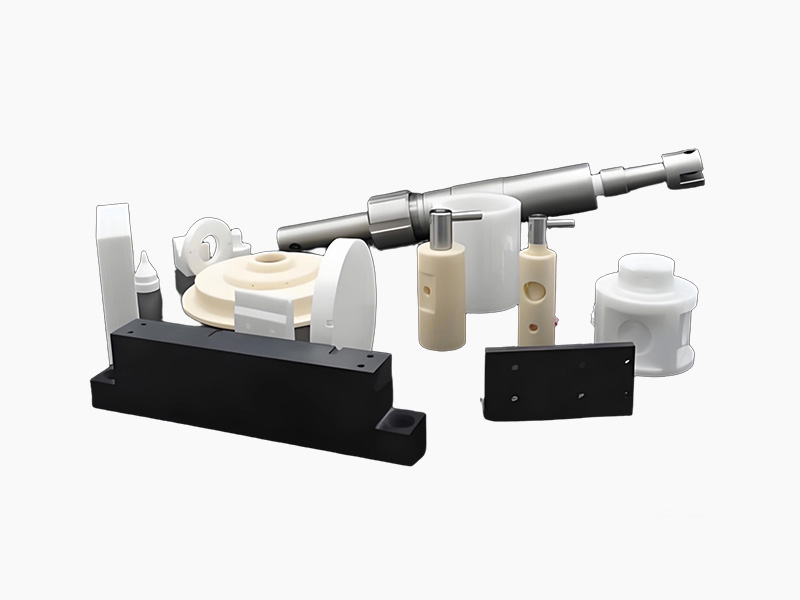

The alumina pump valve (commonly referred to as a ceramic pump valve) used in cosmetic filling is a high-precision fluid control component with alumina or zirconia as its core material. It features corrosion resistance, high sealing performance, and a long service life, making it suitable for applications in cosmetics, pharmaceuticals, and other fields with strict hygiene requirements. The following is key information:
Core Characteristics
1. Material Advantages: Alumina ceramic has high hardness (HRA88 or higher), is resistant to chemical corrosion, and has a surface smoothness of Ra≤0.1μm, preventing liquid residue and contamination.
2. Sealing Performance: The ceramic valve core and sleeve are tightly fitted, resulting in a low leakage rate of less than ±0.5%, suitable for filling high-viscosity or particle-containing cosmetics.
3. High Temperature Resistance: It can withstand steam sterilization above 140℃, meeting the requirements of sterile production.
Application Scenarios
1. Cosmetic Filling: Such as serums and disinfectants, requiring high-precision quantitative filling.
2. Supporting Equipment: Often combined with servo motors and touchscreen control systems to achieve micro-liter precision liquid dispensing
Supports custom specifications.