Alumina ceramic components and industrial ceramic insulators, as special functional materials, have wide applications in power, electronics, chemical engineering, and other fields. The following is a summary of their core characteristics and application scenarios:
Ⅰ. Material Characteristics
1. Electrical Performance: Alumina ceramic insulators have a volume resistivity of 10¹⁴-10¹⁶ Ω·cm, can withstand ultra-high voltages above 500kV, and have 37% higher salt spray corrosion resistance than glass insulators, extending their service life by 5-8 years in coastal acid rain areas. Their surface charge density is 54% lower than traditional epoxy materials, significantly improving the uniformity of the electric field distribution.
2. Mechanical Strength: Alumina ceramics have a compressive strength of 1400 MPa, which is 7 times that of ordinary concrete, and can withstand axial loads of 500 kN/m². The ceramic components are bonded to malleable cast iron caps, low-carbon steel feet, and cement to form a high-strength structure that can withstand the impact of 6cm hailstones.
3. Environmental Resistance: The material can operate stably in the range of -50℃ to 150℃, and its thermal expansion coefficient matches that of silicon wafers (7.6×10⁻⁶/℃), avoiding structural stress caused by temperature fluctuations. It is resistant to strong acids, strong bases, and molten metals, extending its service life to 3 years in concentrated hydrochloric acid transportation scenarios.
Ⅱ.Application Scenarios
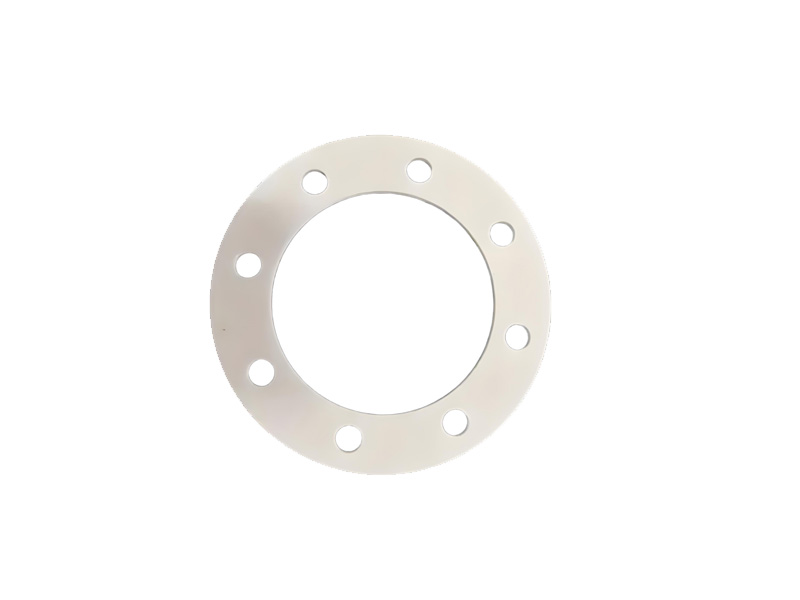
1. Power Equipment: The umbrella-shaped disc design enhances anti-pollution performance by increasing the creepage distance. National Grid experiments show that it can withstand flashover for 71 hours in an environment with a salt density of 0.3 mg/cm². Ultra-high voltage projects such as the Three Gorges Project and the Baihetan Hydropower Station all use this type of insulator, resulting in zero pollution flashover incidents over the past ten years.
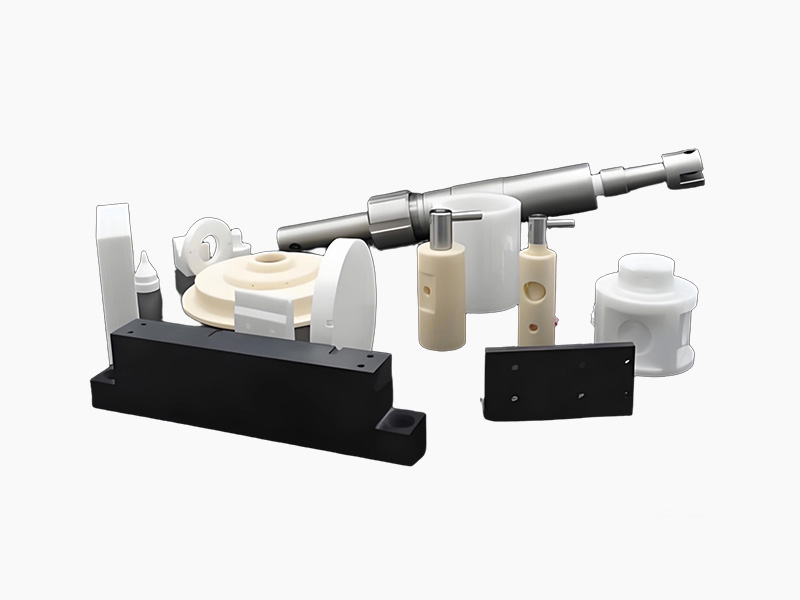
2. Industrial Components: Alumina ceramic components include terminal blocks, ceramic beads, and ceramic tubes, which are used in oil fume purifiers, electronic components, textile machinery, and other fields. For example, the bushing of electrostatic precipitators uses 95% alumina ceramic sleeves, which are resistant to high voltage and suitable for equipment heating components.
3. New Energy and Electronics: As a lithium battery separator material, the working temperature range is extended to -40℃~200℃; in IGBT modules, the alumina ceramic substrate achieves efficient heat dissipation through its high thermal conductivity (27.5 W/(m·K)).
Supports custom specifications.