
Material: Alumina ceramic.
Operating life: 500,000 to 1,000,000 cycles.
Temperature range: -50°C to 1000°C.
Pressure rating: Up to 10 MPa or higher depending on the model.
Surface treatment: Mirror polishing.
Sealing performance: Zero leakage design.
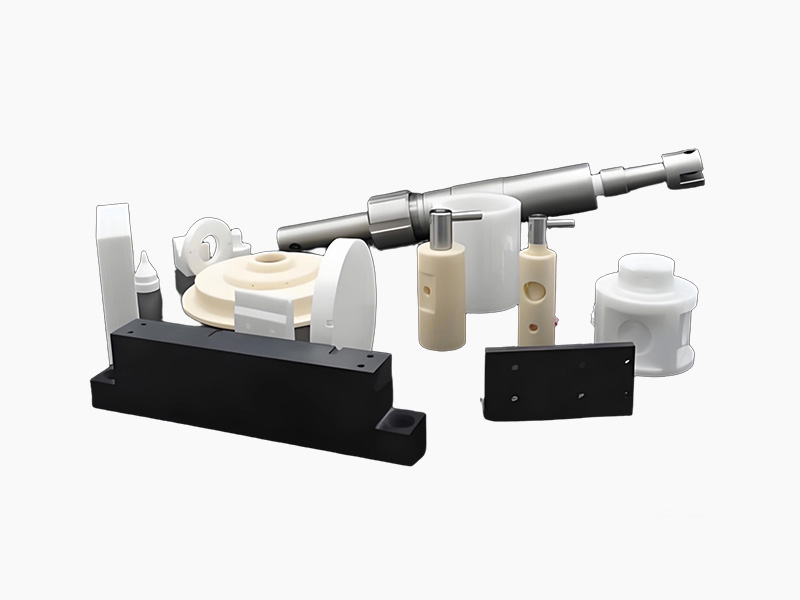
Alumina ceramic rotary valve cores are high-performance industrial valve components made from alumina ceramic material, possessing excellent corrosion resistance, wear resistance, and high-temperature resistance. This product belongs to the category of non-standard rotary switches and is primarily used in fluid control systems under harsh operating conditions.
Core Advantages
1. Material Characteristics: Made of high-purity alumina ceramic material, the moving and stationary valve plates are mirror-finished to ensure a tight fit.
2. Durability: Can withstand 500,000 to 1,000,000 switching operations, with a service life far exceeding that of ordinary metal valve cores.
3. Corrosion Resistance: Resistant to strong acids and alkalis, suitable for various chemical media environments.
4. High-Temperature Resistance: Can withstand temperatures above 1000°C.
5. Self-Cleaning Properties: Possesses excellent self-cleaning and self-lubricating properties, reducing media residue.
6. Fast Drainage: Special design ensures rapid drainage, improving system efficiency.
Application Fields
1. Chemical industry: Transportation of highly corrosive media.
2. Petroleum refining: High temperature and high pressure conditions.
3. Pharmaceutical industry: High-purity fluid control.
4. Wastewater treatment: Media containing solid particles.
5. Metallurgical industry: Control of special metal melts.
Supports custom specifications.