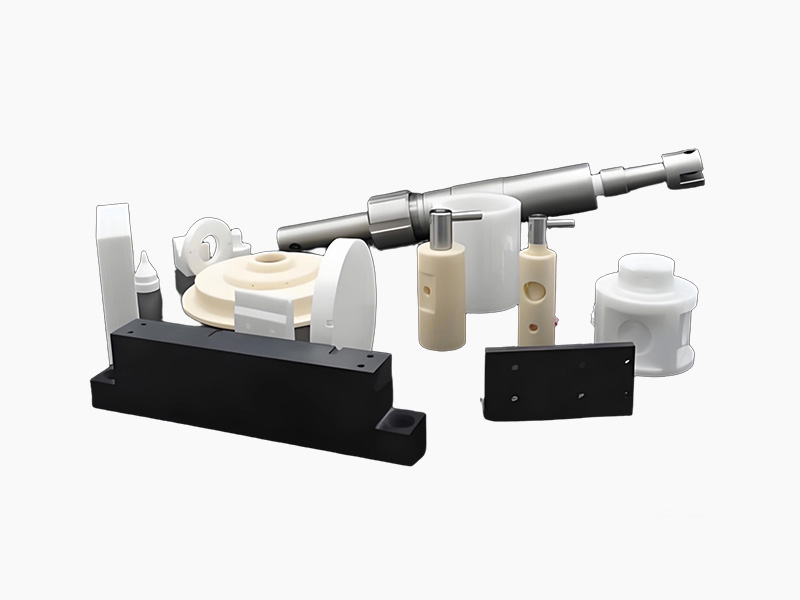

Diaphragm Pump Zirconia Ceramic Sealing Valve Product Introduction:
The diaphragm pump zirconia ceramic sealing valve is an industrial valve that uses high-performance engineering ceramics as its core material. Its core sealing components are made of zirconia (ZrO₂) ceramic. The main structural features of this product include:
1. Sealing Structure: It utilizes a bellows-type ceramic sealing ring, combined with a spring compensation mechanism, which can automatically adapt to shaft deviations within 0.05mm, maintaining reliable sealing during pressure fluctuations of 0-10MPa.
2. Material Composition: The valve body typically uses a ductile iron or engineering plastic (such as PPS) casing, with an internal 500μm thick alumina ceramic coating, forming a "rigid-flexible composite structure."
3. Core Components: All parts in contact with the medium are made of structural ceramic materials, including key components such as the valve ball, valve seat, and valve stem.
Product Performance Advantages
1. Excellent Wear Resistance: The wear rate in media containing particles is only 1/50 of that of metal valves, and the service life is 2-4 times that of titanium alloy and Monel valves.
2. Excellent Corrosion Resistance: It can handle highly corrosive media such as 60% concentrated sulfuric acid, and shows no signs of corrosion after 2 years of continuous operation.
3. High Temperature Stability: It maintains dimensional stability even at high temperatures of 1200℃, making it suitable for supercritical units in thermal power plants.
4. Sealing Performance: The surface roughness can reach Ra0.05μm, and the leakage rate can be controlled to below 0.001%.
Application Fields
Zirconia ceramic sealed diaphragm pumps are widely used in the following industries:
1. Chemical industry: Transporting highly corrosive media such as sulfuric acid and hydrochloric acid, solving the problem of corrosion in metal valves.
2. Environmental protection: Dosing and sludge transfer in sewage treatment plants, handling sludge containing 3% solid particles.
3. New energy: Electrolyte transfer in lithium battery production, ensuring high purity requirements.
4. Mining and metallurgy: Transporting iron ore slurry, with a wear rate of only 0.03 mm/month.
5. Food and pharmaceuticals: Meeting GMP certification requirements, ensuring drug purity and food safety.
Compared with traditional metal sealing valves, zirconia ceramic sealing valves offer significant advantages
1. Service life: 3-8 times longer than metal valves. A case study from a chemical company showed that the service life increased from 6 months for stainless steel pumps to 3 years.
2. Maintenance costs: Maintenance frequency decreased from once a month to twice a year, resulting in a reduction of over 60% in total life cycle costs.
3. Sealing performance: Achieves zero leakage with hard sealing, while the sealing performance of metal valves gradually deteriorates due to wear and corrosion.
4. Lightweight: With a density of 3.5-4.5 g/cm³, it is lighter than traditional metal materials, which helps reduce energy consumption.
Material properties
Performance indicators | Reference values | Comparative advantage |
Mohs hardness | Level 8-9 | It is more than 10 times stronger than 316L stainless steel. |
Flexural strength | >1000MPa | Far superior to ordinary ceramics. |
Melting point | 2700°C | It maintains high strength even above 850°C. |
Chemical stability | 10% hydrochloric acid | Weight loss over 30 days < 0.01g; resistant to strong corrosive media such as sulfuric acid and sodium hydroxide. |
Supports custom specifications.